
『同义词词典』
锁芯-锁头
弹子-弹珠
密钥弹子-下弹子(钥匙下)-圆头弹子
插销弹子-上弹子(弹簧上)-平头弹子
拨轮-拨叉
卡环-卡圈-卡簧
密钥量-牙花数-密钥组合
弹子式锁芯的分类
弹子式锁芯按钥匙分为:普通钥匙(英式锁芯),平面弹子锁芯
弹子式锁芯按外形分为:欧式锁芯(呈葫芦头形状),椭圆形锁芯,圆形锁芯
弹子式锁芯的主要零件及功能
锁芯体/锁头体:为整个锁芯的最外层,起到保护内部所有零件的作用,其形状也应适用于门锁的整体安装。
锁胆:钥匙插入,随着钥匙一起转动的部位。锁胆内部主要有密钥弹子,在未插入钥匙的原始状态,插销弹子的部分长度也在其内部。
钥匙:为锁芯配件,用于开启门锁。
1)厚度:普通钥匙为2.0mm;平面弹子钥匙为2.4-3.0mm。
2)钥匙槽形:钥匙横截面形状,即钥匙孔形状。常用钥匙分为直槽型和S槽型如图:
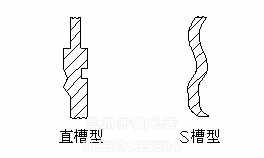
直槽型便于加工,但防拨性能差;S型槽中S封闭中心线,防拨性能好,但制造困难。
3)牙花:在钥匙上铣(英式钥匙)或者钻(平面钥匙)出来的不同深度的齿或者孔。每一个齿/孔对应一个密钥弹子。槽/孔深对应长弹子,槽/孔浅对应短弹子。
4)分类:英式钥匙、平面钥匙、十字钥匙
弹子
1)密钥弹子(圆弹子):密钥弹子位于锁胆中,插入钥匙后,位于其下方,与钥匙相接触,并配合其牙花的形状与位置。
2)插销弹子(平弹子):锁头倒装时插销弹子位于密钥弹子的下方,弹簧的上部,其长度一般相同。当锁头正装时,插销弹子与钥匙不直接接触,一端与圆弹子接触,一端与弹簧接触。
3)防拨弹子(异型弹子),是插销弹子的一种,起防拨作用。
4)密钥弹子的长度根据锁芯直径而定,按常用锁芯直径Φ13定长度,其最短为4.2,最长为6.7。
5)密钥弹子的级差:两个相邻不同弹子长度差异数。一般存在三种标准级差-40个丝、50个丝、60个丝,( 1丝=0.01毫米)。极差越大,保密性越好,防拨能力强,0.60的级差最理想,但考虑锁头结构一般选用0.5的级差。
弹簧:弹簧位于锁芯体下部,弹簧上端与插销弹子相接触。
离合器:直接作用于拨轮,使拨轮转动。
拨轮:独立位于锁芯体的铣槽部分,可以旋转的部件。
卡环:环状金属片,位处拨轮两侧,材质为钢或铜。
封口珠:封住弹子孔的珠子,不让内部零件(弹子弹簧)掉落出来。
内旋扭:门外使用钥匙,门内使用旋钮。
弹子式锁芯的工作原理
工作要领及其关键点:插销弹子完全被顶入锁体内并与锁胆切面齐平。
原理描述:在锁芯内部,锁芯体内的弹子孔与锁胆内的弹子孔相对应。未插入钥匙的时候,在弹簧的作用下,所有的插销弹子都部分插入锁胆内,将锁胆与锁芯体连接起来,致使锁胆无法转动,锁无法开启。当插入正确的钥匙时,钥匙的牙花刚好和每一个密钥弹子相吻合,钥匙下压密钥弹子并将锁胆内插销弹子全部顶入锁芯体内与锁胆切面齐平,锁胆与锁体脱离,钥匙便可带动锁胆自由转动,同时带动拨轮旋转,起到开锁的作用。
使用不正确钥匙开锁的结果:
1.错误钥匙的牙花与密钥弹子不吻合,插销弹子没有被全部顶回锁芯体或者密钥弹子被顶出锁胆进入锁芯体内,使锁胆不能转动无法开启;
2.错误钥匙与正确钥匙的横截面不同,锁芯槽型不同根本无法插入锁胆内。
对锁芯的基本要求
不能减少互开:互开应控制在标准规定范围内,即一个锁芯只能被针对该锁芯所配置的钥匙开启。制造不同的槽形,提高锁芯、胆子、钥匙的加工精度,可以从一定程度上避免互开。
互开率:是指可互开锁芯的数量与抽样检测锁芯数量的比值。该比值越小越好。工厂通常会根据排列组合的方法制定生产列表(密钥表),进行批量生产。一般为5个级差,6个弹子,5个弹子孔,能使用的号码大约6000个左右,6000个产品以后将开始新的循环,所以要尽可能的把按同一列表生产出的锁芯批次发送到间隔很远的经销商处,以达到避免同花样互开的目的。工厂也经常会把按照相同列表的生产的各批锁芯更换槽形,这样就可以更进一步的避免互开及相同锁芯的重复生产。
计算公式:A% = R (T-1)T x 100%
A%:互开率 T:取样数量 R:开启次数
互开率的检查方法:为了避免互开状况,工厂通常是采取抽样-编码-对试的一系列检测方法。该过程是指在同一批锁芯中,随机抽取若干锁芯,对每组相对应的钥匙和锁芯进行编码(如1号钥匙对应1号锁芯),然后用每一编码钥匙试开其它编码的锁芯,同时记录可开启锁芯的数量。
尽可能多的不同牙花:牙花(密钥弹子)越多越密钥,因为密钥量其中一个决定因素是不同的密钥弹子数量。
理论密钥量的计算方法:密钥弹子几种不同长度的密钥弹子数量次方,即理论密钥量=弹子的不同长度种类数弹子数量。如在一个锁芯中,使用2种不同长度的密钥弹子,共有三粒密钥的弹子,产生的理论密钥量就为23=8。密钥弹子几种不同长度的密钥弹子数量为底数,锁芯的弹子孔为指数。如使用6种不同长度的密钥弹子,装在有5个孔的锁芯空内,产生的理论密钥量就为65=7776,但有很多号码不能用如11111等同一号码,相当于平钥匙必须删除。按要求同一钥匙必须有3个或3个以上的不同牙花才能用。如12344这样才能减少互开。所以我们在选锁时,尽量挑牙花多的钥匙。
理论密钥量同实际密钥量之间的差别:理论密钥量是相当大的,但在实际生产过程中计算出来的最终密钥量往往和理论密钥量大行径庭,密钥量受很多因素的制约,如:不能在一个锁芯里使用全部是相同长度的密钥弹子;同一个长度的密钥弹子不能同时出现多次等等,因为带有这些特征的锁芯很容易就可以用技术方法、毛坯震动等方式开启,安全性能差。
密钥表:为方便生产,工厂根据排列组合的方法所制定的各批次锁芯的生产列表。如果为数控加工,则由电脑开启顺畅(钥匙的插拔):钥匙的插入和拔出,没有任何的卡阻现象,并可以在锁胆内自由转动。要求弹子无毛刺,钥匙槽光滑,锁胆体内清洁等精准工艺。
对锁芯高级要求-防破坏性能
常见的破坏锁芯的方法
1、拨弹子(详见录像资料)
2、钻(详见录像资料)
3、钥匙毛坯震动 Bumping(详见录像资料)
4、敲击(详见录像资料):锁芯安装孔是锁芯的薄弱环节,将此部位打断,锁芯就断为两截。
5、拉出锁芯(详见录像资料):将自攻螺丝打入锁芯孔从而拉出锁芯。
锁芯的制造过程
加工步骤
1、锁芯体:断料-钻大孔、扩孔、铰孔-钻锁胆连接槽-钻弹珠孔-钻锁芯安装孔和攻孔内螺纹-铣拨轮槽-印花(打标)
2、锁胆:断料(有时勿须单独断料)-精车外圆-车卡环槽-钻(铣)钥匙导向槽-拉槽(拉槽机)
3、钥匙:冲压钥匙外形-铣槽-钻(铣)牙花
锁芯的制造难点
零部件的加工精度及配合间隙
弹子的加工精度:优质弹子精度可达正负0.02mm,一般工厂生产的弹子精度为0.05mm。
钥匙牙花的加工精度
钥匙同钥匙孔之间的配合间隙:正负0.15mm。
锁芯体同锁胆之间的配合间隙:正负0.08-0.15mm。
弹珠孔同弹珠之间的配合间隙
累计公差的问题:由于上述每一个部件的精确度实际把握程度不同,误差总体累计后,会产生较大的误差。即使控制好每一个部件的精度,总体还是会产生累计公差。例如:理想状态的平面弹子锁芯在插入钥匙后,密钥弹子底面应与锁胆面完全齐平,但在实际生产中由于钥匙制作中的误差,钻的孔径存有偏差,密钥弹子的长度精确度不够,锁胆生产不够精准等误差的加合,锁芯就会产生一个累计公差。锁芯的精度就在各配合之间的间隙上,间隙越大,质量越差,互开率越高。如弹子级差为0.4,间隙为0.20,再加上弹子长度误差,钥匙开牙等累计误差,不好装时,再用锉刀,此时互开率高,因此验所锁芯时要看间隙和是否动过锉刀。
附加功能的锁芯
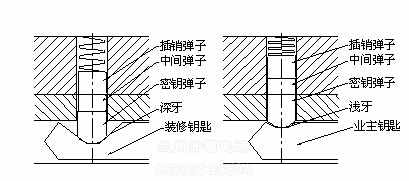
1、AB钥匙锁芯:主人钥匙和装修钥匙,当房间装修好后,一旦用主人钥匙转动过锁芯,装修钥匙将无法再开启锁芯
原理:主人钥匙和装修钥匙略有不同,两把钥匙中的一个不同深度的牙花和带有垃圾口的锁胆是AB钥匙锁芯工作的关键点。主人钥匙中有一个牙花较之装修钥匙中相应位置的牙花要浅,在该牙花所对应的一对密钥弹子和插销弹子中间夹有2-3粒小钢珠,当在未插入钥匙的状态时,在弹簧的作用下,部分插销弹子和小钢珠都在锁胆内,当插入装修钥匙的时候,由于牙花较深,只把插销弹子顶回了锁芯体与锁胆齐平,密钥弹子和小钢珠仍留在锁胆中,此时可以转动钥匙,开启门锁。当插入主人钥匙时,由于钥匙牙花较浅,把插销弹子和小钢珠一起顶回了锁芯体内,与锁胆齐平,当转动钥匙带动锁胆旋转经过与该弹子孔相邻且在同一水平线上的垃圾口时,在弹簧的作用下,小钢珠陷入且永远保留在凹口中,随着锁胆一起转动,开启门锁。这样,当再次插入装修钥匙时,因为对应的牙花较深,而无法将相应位置的插销弹子全部顶回锁芯体,锁胆无法转动,也就无法开启锁芯了。深牙-浅牙=中间弹子长度,当装修完成后,业主一旦用自己的钥匙就把中间弹子顶入锁头孔中,旋转钥匙,中间弹子在弹簧作用下,弹入锁芯外圆内的浅孔中(孔深与中间弹子长度一致)且永远埋在此孔中。如在用装修钥匙,因没有中间弹子所以钥匙永远不能再用自动生成此表数据进行生产;如果为人工操作,则应参照此表进行生产。
开启顺畅(钥匙的插拔):钥匙的插入和拔出,没有任何的卡阻现象,并可以在锁胆内自由转动。要求弹子无毛刺,钥匙槽光滑,锁胆体内清洁等精准工艺。
对锁芯高级要求-防破坏性能
常见的破坏锁芯的方法
1、拨弹子(详见录像资料)
2、钻(详见录像资料)
3、钥匙毛坯震动 Bumping(详见录像资料)
4、敲击(详见录像资料):锁芯安装孔是锁芯的薄弱环节,将此部位打断,锁芯就断为两截。
5、拉出锁芯(详见录像资料):将自攻螺丝打入锁芯孔从而拉出锁芯。
锁芯的制造过程
加工步骤
1、锁芯体:断料-钻大孔、扩孔、铰孔-钻锁胆连接槽-钻弹珠孔-钻锁芯安装孔和攻孔内螺纹-铣拨轮槽-印花(打标)
2、锁胆:断料(有时勿须单独断料)-精车外圆-车卡环槽-钻(铣)钥匙导向槽-拉槽(拉槽机)
3、钥匙:冲压钥匙外形-铣槽-钻(铣)牙花
锁芯的制造难点
零部件的加工精度及配合间隙
弹子的加工精度:优质弹子精度可达正负0.02mm,一般工厂生产的弹子精度为0.05mm。
钥匙牙花的加工精度
钥匙同钥匙孔之间的配合间隙:正负0.15mm。
锁芯体同锁胆之间的配合间隙:正负0.08-0.15mm。
弹珠孔同弹珠之间的配合间隙
累计公差的问题:由于上述每一个部件的精确度实际把握程度不同,误差总体累计后,会产生较大的误差。即使控制好每一个部件的精度,总体还是会产生累计公差。例如:理想状态的平面弹子锁芯在插入钥匙后,密钥弹子底面应与锁胆面完全齐平,但在实际生产中由于钥匙制作中的误差,钻的孔径存有偏差,密钥弹子的长度精确度不够,锁胆生产不够精准等误差的加合,锁芯就会产生一个累计公差。锁芯的精度就在各配合之间的间隙上,间隙越大,质量越差,互开率越高。如弹子级差为0.4,间隙为0.20,再加上弹子长度误差,钥匙开牙等累计误差,不好装时,再用锉刀,此时互开率高,因此验所锁芯时要看间隙和是否动过锉刀。
附加功能的锁芯
1、AB钥匙锁芯:主人钥匙和装修钥匙,当房间装修好后,一旦用主人钥匙转动过锁芯,装修钥匙将无法再开启锁芯
原理:主人钥匙和装修钥匙略有不同,两把钥匙中的一个不同深度的牙花和带有垃圾口的锁胆是AB钥匙锁芯工作的关键点。主人钥匙中有一个牙花较之装修钥匙中相应位置的牙花要浅,在该牙花所对应的一对密钥弹子和插销弹子中间夹有2-3粒小钢珠,当在未插入钥匙的状态时,在弹簧的作用下,部分插销弹子和小钢珠都在锁胆内,当插入装修钥匙的时候,由于牙花较深,只把插销弹子顶回了锁芯体与锁胆齐平,密钥弹子和小钢珠仍留在锁胆中,此时可以转动钥匙,开启门锁。当插入主人钥匙时,由于钥匙牙花较浅,把插销弹子和小钢珠一起顶回了锁芯体内,与锁胆齐平,当转动钥匙带动锁胆旋转经过与该弹子孔相邻且在同一水平线上的垃圾口时,在弹簧的作用下,小钢珠陷入且永远保留在凹口中,随着锁胆一起转动,开启门锁。这样,当再次插入装修钥匙时,因为对应的牙花较深,而无法将相应位置的插销弹子全部顶回锁芯体,锁胆无法转动,也就无法开启锁芯了。深牙-浅牙=中间弹子长度,当装修完成后,业主一旦用自己的钥匙就把中间弹子顶入锁头孔中,旋转钥匙,中间弹子在弹簧作用下,弹入锁芯外圆内的浅孔中(孔深与中间弹子长度一致)且永远埋在此孔中。如在用装修钥匙,因没有中间弹子所以钥匙永远不能再用
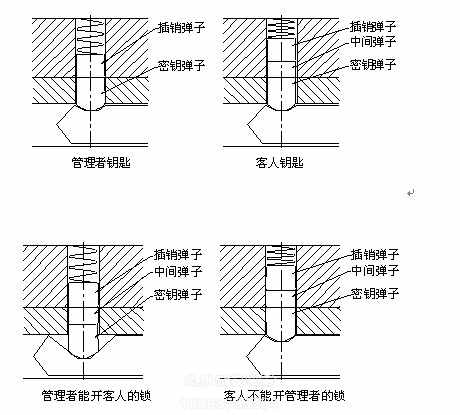
2、管理钥匙锁芯:同一把钥匙可以开启不同锁芯。如宾馆经理钥匙可以开启所有楼层的锁芯,楼长可以开启一个楼层的锁芯,客人只能开启个人的门。其中经理和楼长使用的钥匙锁芯就是管理钥匙锁芯。
原理:在管理锁芯中,某些密钥弹子和插销弹子之间存有一个中间弹子,此法被称之为加珠法。管理钥匙与下级钥匙牙花之间的级差刚好等于叠加的平珠长度是管理钥匙锁芯工作的关键点。
3、APECS的锁芯系列
目前分为普通锁芯、平面锁芯、4KC锁芯、XS锁芯四大类。
APECS的锁芯系列及产品编号规则
举例说明如下:
SC-100Z:SC表示普通锁芯Security cylinder;100表示锁芯长度;Z表示防钻。
SC-M70(30/40)Z-C-G: M表示平面锁芯;70表示锁芯长度;30/40表示拨轮两边锁芯不等距;Z防钻; C表示内旋钮;G表示表面处理。
不等距锁芯在俄罗斯通常是长的半锁芯在门外(趣味记忆法:俄罗斯人好显摆,门外表面覆皮),而乌克兰是长的半锁芯在门内(乌克兰人谦虚,有财不外露,门内表面覆皮)
XS表示日本锁芯。
4KC-M90Z-U-G: 4KC表示Apecs公司开发的4 class系列;M表示平面弹子;90长度;Z防钻;U表示AB钥匙;G表面处理




